




")






Código QR

Sobre nós
Produtos
Contate-nos

Telefone

Fax
+86-579-87223657

E-mail

Endereço
Wangda Road, Ziyang Street, condado de Wuyi, cidade de Jinhua, província de Zhejiang, China


Introdução
O SiC é superior ao Si em muitas aplicações devido às suas propriedades eletrônicas superiores, como estabilidade em altas temperaturas, amplo bandgap, alta intensidade de campo elétrico de ruptura e alta condutividade térmica. Hoje, a disponibilidade de sistemas de tração de veículos elétricos está sendo significativamente melhorada devido às velocidades de comutação mais altas, temperaturas operacionais mais altas e menor resistência térmica dos transistores de efeito de campo semicondutores de óxido metálico de SiC (MOSFETs). O mercado de dispositivos de energia baseados em SiC cresceu muito rapidamente nos últimos anos; portanto, a demanda por materiais de SiC uniformes, de alta qualidade e sem defeitos aumentou.
Nas últimas décadas, os fornecedores de substrato 4H-SiC conseguiram ampliar diâmetros de wafer de 2 polegadas para 150 mm (mantendo a mesma qualidade de cristal). Hoje, o tamanho da bolacha para dispositivos SiC é de 150 mm e, para reduzir o custo de produção por unidade de dispositivo, alguns fabricantes de dispositivos estão nos estágios iniciais do estabelecimento de Fabs de 200 mm. Para atingir esse objetivo, além da necessidade de bolachas SIC de 200 mm disponíveis no mercado, a capacidade de realizar epitaxia uniforme do SIC também é altamente desejada. Portanto, depois de obter substratos SiC de 200 mm de boa qualidade, o próximo desafio será realizar um crescimento epitaxial de alta qualidade nesses substratos. O LPE projetou e construiu um reator CVD de parede quente e de parede quente único horizontal (denominada PE1O8) equipada com um sistema de implantação de zona múltipla capaz de processar até 200 mm de substratos SiC. Aqui, relatamos seu desempenho na epitaxia de 150 mm 4H-SIC, bem como resultados preliminares em epiwapers de 200 mm.
Resultados e discussão
O PE1O8 é um sistema de cassetes a cassetes totalmente automatizado, projetado para processar bolachas de até 200 mm. O formato pode ser alterado entre 150 e 200 mm, minimizando o tempo de inatividade da ferramenta. A redução dos estágios de aquecimento aumenta a produtividade, enquanto a automação reduz o trabalho e melhora a qualidade e a repetibilidade. Para garantir um processo de epitaxia eficiente e competitivo em custos, três fatores principais são relatados: 1) Processo rápido, 2) Alta uniformidade de espessura e doping, 3) Formação de defeito minimizada durante o processo de epitaxia. No PE1O8, a pequena massa de grafite e o sistema automatizado de carregamento/descarregamento permitem que uma execução padrão seja concluída em menos de 75 minutos (uma receita padrão de 10μm de diodo Schottky usa uma taxa de crescimento de 30μm/h). O sistema automatizado permite carregar/descarregar em altas temperaturas. Como resultado, os tempos de aquecimento e resfriamento são curtos, enquanto já suprimem a etapa de cozimento. Tais condições ideais permitem o crescimento de material verdadeiramente não doto.
A compacidade do equipamento e seu sistema de injeção de três canais resultam em um sistema versátil com alto desempenho tanto em dopagem quanto em uniformidade de espessura. Isso foi realizado usando simulações de dinâmica de fluidos computacional (CFD) para garantir fluxo de gás comparável e uniformidade de temperatura para formatos de substrato de 150 mm e 200 mm. Conforme mostrado na Figura 1, este novo sistema de injeção distribui gás uniformemente nas partes central e lateral da câmara de deposição. O sistema de mistura de gases permite a variação da química do gás distribuída localmente, expandindo ainda mais o número de parâmetros de processo ajustáveis para otimizar o crescimento epitaxial.
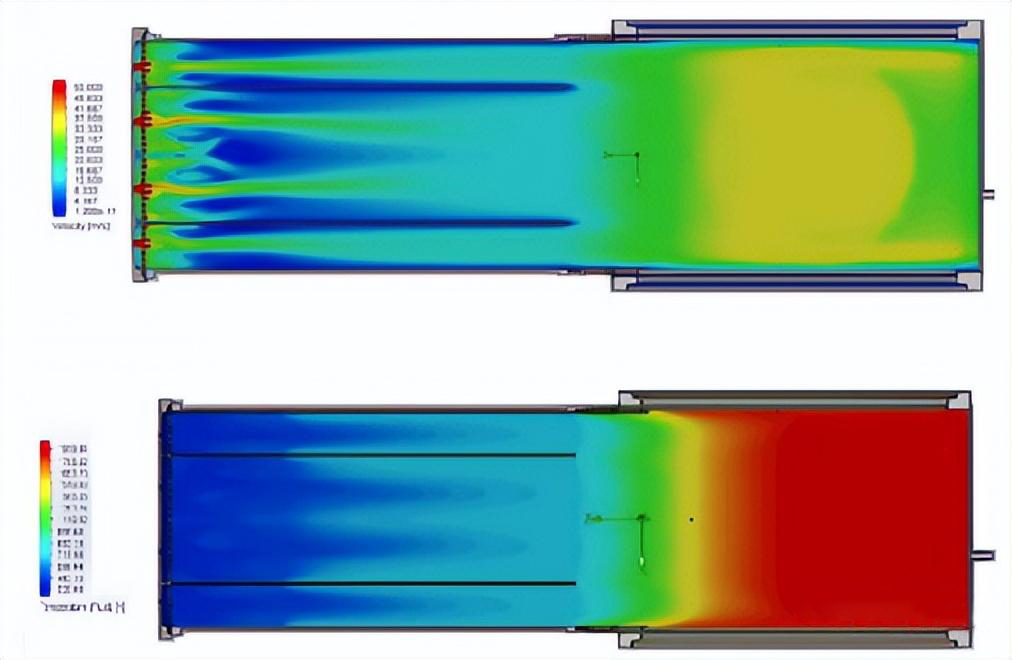
Figura 1 Magnitude de velocidade do gás simulada (superior) e temperatura do gás (inferior) na câmara de processo PE1O8 em um plano localizado 10 mm acima do substrato.
Outros recursos incluem um sistema de rotação de gás aprimorado que usa um algoritmo de controle de feedback para suavizar o desempenho e medir diretamente a velocidade de rotação e uma nova geração de PID para controle de temperatura. Parâmetros do processo de epitaxia. Um processo de crescimento epitaxial de 4H-SiC do tipo N foi desenvolvido em uma câmara de protótipo. O triclorossilano e o etileno foram utilizados como precursores para silício e átomos de carbono; O H2 foi usado como gás transportador e nitrogênio foi usado para doping do tipo n. Os substratos comerciais de 150 mm de 150 mm de Si e substratos de 200 mm de 200 mm foram usados para crescer com 6,5μm de espessura de epilays de 4h-SiC de 1 × 1016cm-3 dopados N dopados de N 4H. A superfície do substrato foi gravada in situ usando um fluxo H2 a temperatura elevada. Após essa etapa de gravação, uma camada de tampão do tipo N foi cultivada usando uma baixa taxa de crescimento e uma baixa proporção C/Si para preparar uma camada de suavização. Além dessa camada de tampão, uma camada ativa com alta taxa de crescimento (30μm/h) foi depositada usando uma relação C/Si mais alta. O processo desenvolvido foi então transferido para um reator PE1O8 instalado nas instalações suecas da ST. Parâmetros de processo semelhantes e distribuição de gás foram utilizados para amostras de 150 e 200 mm. O ajuste fino dos parâmetros de crescimento foi adiado para estudos futuros devido ao número limitado de substratos disponíveis de 200 mm.
A espessura aparente e o desempenho do doping das amostras foram avaliados pela sonda de Mercury FTIR e CV, respectivamente. A morfologia da superfície foi investigada pela microscopia de contraste de interferência diferencial de Nomarski (NDIC), e a densidade de defeitos das epilayers foi medida por candela. Resultados preliminares. Resultados preliminares da uniformidade de doping e espessura de amostras cultivadas epitaxialmente de 150 mm e 200 mm processadas na câmara do protótipo são mostradas na Figura 2. Os epilays cresceram uniformemente ao longo da superfície dos substratos 150 mm e 200 mm, com variações de espessura (σ/médio ) tão baixo quanto 0,4% e 1,4%, respectivamente, e variações de doping (σ-média) tão baixas quanto 1,1% e 5,6%. Os valores de dopagem intrínsecos foram aproximadamente 1 × 1014 cm-3.
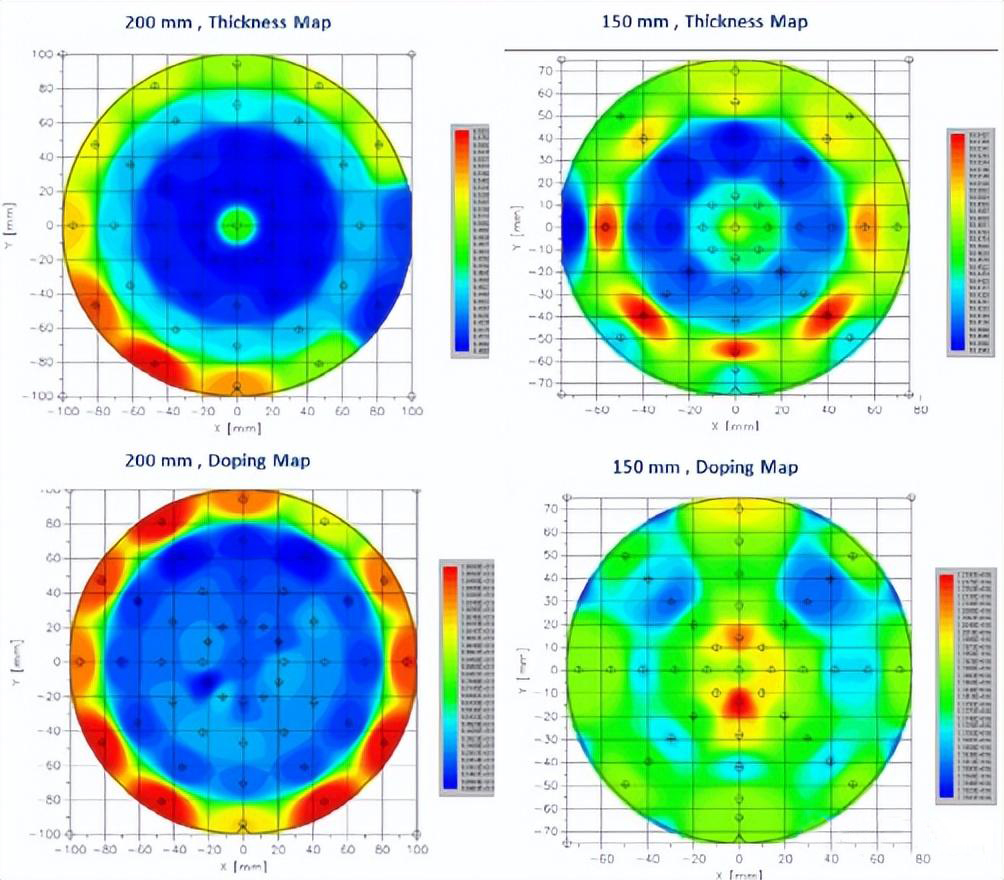
Figura 2 Espessura e perfis de doping de 200 mm e epiwapers de 150 mm.
A repetibilidade do processo foi investigada comparando variações de execução para corrida, resultando em variações de espessura tão baixas quanto 0,7% e variações de doping tão baixas quanto 3,1%. Como mostrado na Figura 3, os novos resultados do processo de 200 mm são comparáveis aos resultados de ponta obtidos anteriormente em 150 mm por um reator PE1O6.
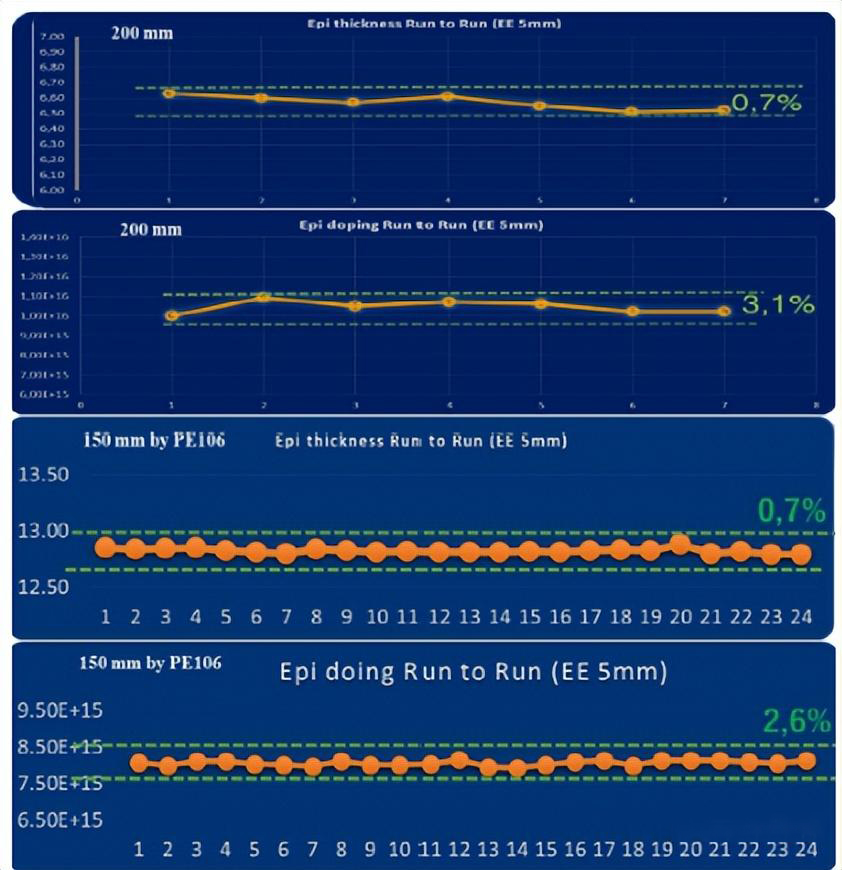
Figura 3 Espessura de camada por camada e uniformidade doping de uma amostra de 200 mm processada por uma câmara de protótipo (em cima) e uma amostra de 150 mm de ponta fabricada por PE1O6 (inferior).
Em relação à morfologia superficial das amostras, a microscopia NDIC confirmou uma superfície lisa com rugosidade abaixo da faixa detectável do microscópio. Resultados PE1O8. O processo foi então transferido para um reator PE1O8. A espessura e a uniformidade de dopagem dos epiwafers de 200 mm são mostradas na Figura 4. As epicamadas crescem uniformemente ao longo da superfície do substrato com variações de espessura e dopagem (σ/média) tão baixas quanto 2,1% e 3,3%, respectivamente.
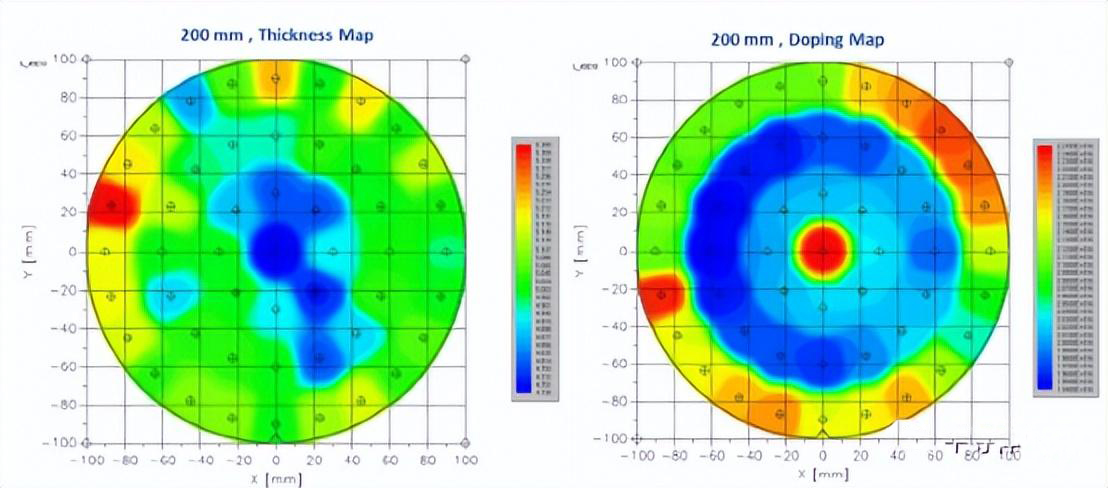
Figura 4 Espessura e perfil de dopagem de um epiwafer de 200 mm em um reator PE1O8.
Para investigar a densidade de defeitos de bolachas de epitaxialmente, foi utilizado candela. Como mostrado na figura. As densidades totais de defeito de 5 tão baixas quanto 1,43 cm-2 e 3,06 cm-2 foram alcançadas nas amostras de 150 e 200 mm, respectivamente. A área total disponível (TUA) após a epitaxia foi, portanto, calculada em 97% e 92% para as amostras de 150 e 200 mm, respectivamente. Vale ressaltar que esses resultados foram alcançados somente após algumas execuções e podem ser aprimorados ainda mais ajustando os parâmetros do processo.
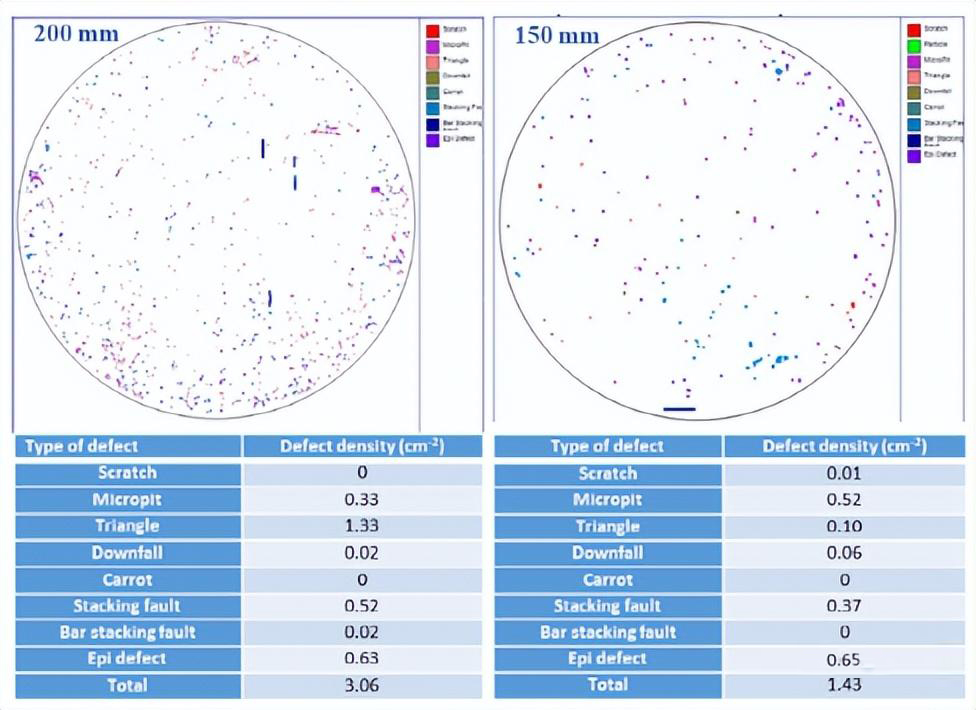
Figura 5 Mapas de defeitos de candela de epiwapers de 6μm de espessura de 200 mm (esquerda) e 150 mm (direita) cultivados com PE1O8.
Conclusão
Este artigo apresenta o recém-projetado reator CVD de parede quente PE1O8 e sua capacidade de realizar epitaxia uniforme de 4H-SIC em substratos de 200 mm. Os resultados preliminares em 200 mm são muito promissores, com variações de espessura tão baixas quanto 2,1% na superfície da amostra e variações de desempenho de doping tão baixas quanto 3,3% na superfície da amostra. A TUA após o epitaxia foi calculada em 97% e 92% para as amostras de 150 e 200 mm, respectivamente, e prevê -se que o TUA por 200 mm melhore no futuro com maior qualidade do substrato. Considerando que os resultados em substratos de 200 mm relatados aqui são baseados em alguns conjuntos de testes, acreditamos que será possível melhorar ainda mais os resultados, que já estão próximos dos resultados de ponta em amostras de 150 mm, por Ajustando os parâmetros de crescimento.
+86-579-87223657
Wangda Road, Ziyang Street, condado de Wuyi, cidade de Jinhua, província de Zhejiang, China